
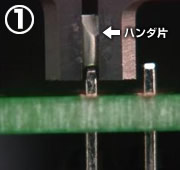
1.カットしたハンダ片をヒーターに供給
ハンダがヒーター先端の溝に覆われているため
フラックスやハンダの飛散が軽減されます。
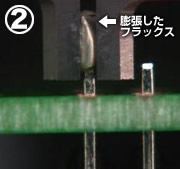
2.ハンダが溶解する前にフラックスが膨張
糸ハンダの両端がカットされているため、
膨張したフラックスがハンダ内部に
閉じこめられること無く
切断面から外に押し出されます。
フラックスの過度な膨張が起きにくくなり、またフラックスの飛散が少なくなるため、ハンダボールの発生が軽減されます。
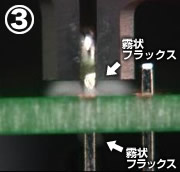
3.フラックスの霧状塗布
高温のコテ先に接触したフラックスが
気化することで端子及び基板に霧状に
塗布されていきます。
また、ヒーターが障壁になり飛散は軽減されます。
フラックスは活性化温度以上の温度が必要です。
フラックスの中に低温域と高温域の活性剤が
入っているため、フラックスには
活性持続時間があります。
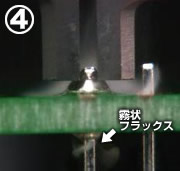
4.ハンダのぬれ広がり
フラックスと熱により酸化膜が除去され
活性化した後に加熱溶融した
ハンダがぬれ広がります。
溶解、滴下されたハンダを確実にぬれ広げるため
ヒーターで追加熱しています。
※ヒーターの開き量は、ハンダを見えやすくするために
意図的に大きくしています。
※ヒーターから出た霧状の物はフラックスの中の活性剤です。
一瞬の高温下で気化したフラックスは、非常に細かい粒子となり
基板や端子に付着していきます。
上記の事から蓄熱したハンダが、フラックスの塗布されたところに
ぬれていく理想的なハンダ付けが行われています。